L'évolution de la métallurgie à travers
les âges
Monteiro thibaud
Delmas Jérôme
Xavier Onrazac Durand Fabien
(Le texte ci-dessous est un extrait
d'un mémoire
de métallurgie que nous avons réalisé à
l'École Nationale d'Ingénieurs de Tarbes)
Résumé :
Les métaux sont
utilisés dans la fabrication des armes blanches
depuis 4000 ans avant J.C.; et au cours du temps toutes les techniques
de fabrication et
de traitement thermique employées ont été
découvertes fortuitement. Au départ, les
métaux non ferreux (en général le cuivre et ses
alliages) étaient privilégiés et
leur mise en oeuvre relevait surtout du hasard et des traditions.
Dès que les progrès techniques ont permis de fondre le
fer (vers 1200 avant J.C.) les
autres métaux ont commencé à disparaître des
armes blanches.
Très vite, tous les procédés de durcissement du
fer et de l’acier ont été
découverts empiriquement, et transmis de
génération en génération; on note peu
d’évolutions jusqu’au premier millénaire après J.C.
C’est à cette époque que les aciers damassés se
répandent, amenés en Europe par
les Maures et très prisés au Japon.
L’acier utilisé pour réaliser les lames damassées
provenait généralement de
gisements particuliers où le minerai extrait contenait
déjà un fort pourcentage de
carbone (environ 2%).
Quelques mines ont d’ailleurs conservé une grande
renommée (comme Damas ou Tolède)
jusqu’à ce que la diffusion du carbone dans le fer soit
complètement maîtrisée.
Jusqu’à cette époque, la fabrication des armes blanches
était la source de la
plupart des innovations dans le domaine métallurgique.
Après l’apparition des armes à feu, les armes blanches
n’ont plus généré
d’innovations, mais ont profité de celles apportées par
d’autres domaines.
Ainsi, le grenaillage et les aciers inoxydables n’étaient pas
directement destinés
aux armes blanches.
Le 20ème siècle a
apporté une connaissance précise des matériaux
et de leurs procédés de fabrication, grâce à
d’importants progrès scientifiques
et technologiques comme le microscope, les rayons X . . .
La dernière évolution technologique dans les armes
blanches est l’apparition des
aciers maraging dans l’escrime moderne. Ils apportent aux armes une
grande dureté et
une bonne flexibilité qui garantissent la sécurité
des sportifs.
Mais ces caractéristiques ne sont pas encore suffisantes,
après une bonne pratique de
l’escrime nous pensons que les recherches pourraient s’orienter vers un
matériau anisotrope pour induire une flexion de la lame dans une
unique direction.
Ainsi, l’évolution des
techniques de fabrication des armes
blanches n’est pas arrivée à son terme.
Introduction
La découverte des
matériaux métalliques a été une
révolution dans
le mode de vie de l’homme. ses premières applications furent, en
particulier, les
armes blanches, qui donnèrent lieu à des
évolutions fondamentales dans le domaine de la
métallurgie.
C’est pourquoi nous avons décidé de traiter ce sujet,
même si aujourd’hui il
peut paraître désuet.
Afin d’étayer nos recherches,
nous avons pris contact avec des
fabricants actuels, mais aussi avec des utilisateurs et des
passionnés. Nous avons aussi
rencontré un archéologue qui nous a montré des
armes retrouvées dans des tumulus, et
nous a expliqué les modes de recherche actuels.
Cependant, la fabrication actuelle
des armes blanches conserve quelques
secrets, surtout en ce qui concerne le traitement thermique ou la forge.
Malgré notre insistance, nous n’avons pas obtenu de la part des
entreprises tous les
renseignements escomptés.
Nous présenterons les armes
blanches et leurs procédés de
fabrication de manière chronologique, depuis les
premières armes en cuivre et alliages
de cuivre, jusqu’aux aciers maraging utilisés en escrime
moderne, tout en
développant les matériaux ou les techniques qui ont
marqué l’histoire.
La petite histoire de la
métallurgie des
armes blanches
Depuis, environ 4000 ans
l’évolution de l’armement a suivi
de près celle de la métallurgie. L’introduction du fer en
tant que constituant de
la lame est considérée comme la révolution la plus
importante dans l’histoire de
la métallurgie des armes blanches. Cet événement
survint 1000 ans avant notre ère, et
depuis cette date, l’importance de ce matériau n’a cessé
de prendre de
l’ampleur.
On situe le berceau de la production des armes en cuivre en Perse et
celle des armes en
fer le long de la côte turque actuelle de la Mer Noire.
Au début du deuxième
millénaire avant J.C., le fer était encore
très rare et extrêmement coûteux. Au 19e
siècle avant J.C., le fer était
encore 8 fois plus chère que l’or, 40 fois plus cher que
l’argent et 400 fois
plus cher que le cuivre ou l’étain. Au 7e siècle
avant notre ère, en
Grèce, 1g d’argent coûtait déjà le prix de 2
kg de fer. Le fer était devenu un
matériau utilitaire, et les armes fabriquées à
base de fer se multiplièrent.
Quel fut donc le facteur qui provoqua ce brusque déploiement de
la fabrication des armes
en fer dans l’antiquité? Dans les années 1200 av. J.C.,
les approvisionnements en
cuivre et en étain se firent rares. Les forgerons de
l’époque se penchèrent donc
sur un nouveau matériau. Ils abandonnèrent petit à
petit la fabrication des armes en
bronze pour celles en fer et plus tard, pour un véritable
alliage: l’acier.
C’est durant le premier
millénaire que les plus grandes
découvertes en matière de fabrication des armes blanches
se firent. En effet c’est
lors de cette période que se vulgarisa la fabrication
d’épées par forgeage et
soudage répétés de fer et d’acier. Nous pouvons
nommer pour mémoire les lames du
japon, des pays islamiques (Damas, Tolède), du monde occidentale
( armes
mérovingiennes).
Que se passa-t-il au cours des
siècles qui suivirent? Et bien, pas
grand chose, jusqu’à l’apparition des aciers maraging qui sont
utilisés pour
la fabrication de l’arme d’escrime moderne (sabre, épée,
fleuret).
tableau
récapitulatif de
l'historique
A/ Les traitements des métaux
pour la
fabrication d’armes blanches de l’antiquité au moyen age
 Les
plus récentes histoires de la métallurgie de
l’antiquité et du moyen âge sont, tout autant que leurs
devancières, grevées
d’une certaine hypothèque documentaire. Le nombre croissant de
découvertes
archéologiques et d’analyses de laboratoire contraste avec la
pauvreté des
ressources littéraires. En fait, la quantité des textes
disponibles ne s’est guère
accrue depuis la Renaissance. Leur interprétation a certes
progressé, mais les
informations que l’on tire de ces documents permettent rarement
d’entrer dans le
détail des procédés.
Les
plus récentes histoires de la métallurgie de
l’antiquité et du moyen âge sont, tout autant que leurs
devancières, grevées
d’une certaine hypothèque documentaire. Le nombre croissant de
découvertes
archéologiques et d’analyses de laboratoire contraste avec la
pauvreté des
ressources littéraires. En fait, la quantité des textes
disponibles ne s’est guère
accrue depuis la Renaissance. Leur interprétation a certes
progressé, mais les
informations que l’on tire de ces documents permettent rarement
d’entrer dans le
détail des procédés.
Un secteur déshérité des littératures, la
littérature des recettes, est susceptible
d’apporter d’utiles informations.
Le plus ancien de ces recueils est le papyrus de Leyde, copié
vers 300 de notre ère, qui
compile des procédés artisanaux et des expériences
alchimiques de laboratoire (1). Une
bonne partie de ces recettes se retrouvent traduites mot pour mot, dans
de nombreux
ouvrages à travers tout le moyen âge avec par exemple les
Compsitiones du manuscrit 490
de Lucques (8e siècle) (2) et la Mappae Clavicula (9e
siècles)
(3). Beaucoup de procédés techniques ont
été incorporés, au 10e siècle,
dans la compilation des Alchimistes Grecs (4). Enfin, la Diversarum
artium schedula du
moine Théophile reflète surtout la pratique contemporaine
des ateliers monastiques du
haut moyen âge et constitue de ce fait un précieux recueil
d’informations.
L’exploitation de tels documents
exige diverses précautions
critiques. Il faut d’abord par analyse des ces documents
déterminer l’âge de
la recette. Ensuite, la distinction n’est toujours aisée entre
un réel procédé
d’élaboration d’une arme et une pure recherche de laboratoire,
particulièrement la recherche alchimique.
1 la cémentation du bronze
par l’arsenic:
De nombreuses armes du Bronze Ancien,
découverts en Europe
Occidentale, en Égypte, en Palestine, Dans le Caucase et le
monde égéen contiennent des
proportions significatives en arsenic (1 à 9 %).
Le bronze à l’arsenic a
précédé, puis souvent concurrencé le
bronze dit d’étain. On a pensé qu’il provenait
accidentellement de la fusion
de minerais mixtes (enargites, Cu3As2s4,
tennantite, Cu12As4S13).
Dans ce cas, comment expliquer que
l’arsenic ne soit pas évaporé
dans le grillage et la fusion pour matte nécessaires à
l’élimination du soufre?
En fait, l’arsenic possède
d’excellents effets sur la
coulabilité et sur les propriétés mécanique
du cuivre (durcissement structural (5)).
Il semble donc que ces alliages soient intentionnels. Certains
poignards présentent une
surface argentée, enrichie en arsenic, ce qui fait penser
à une cémentation. Or,
l’arsenic natif est rare; l’arsenic métal, très volatil
et difficile à
isoler, n’apparaît que tardivement chez les alchimistes. La
cémentation a donc dû
se faire par les minerais d’arsenic, orpiment As2S3 et
réalgar
As3S4.
A l’époque classique,
l’arsenic n’apparaît plus dans
les analyses qu’à l’état de traces. Les textes, de leur
côté, ne sont pas
précis. Ils mentionnent du cuivre blanc (aes candidum) qui passe
pour un produit de
Gaule, dont la composition est inconnue. Un fragment
présumé du Traité des métaux
perdu de Théophraste, rapporte les faits suivants:
" Le cuivre des
Mossynèques est dit-on, très brillant et
très blanc. On n’y mêle pas d’étain, mais on met au
feu avec lui une certaine
terre indigène".
Dans son Traité des pierres,
le même Théophraste fait allusion à
une terre qui, mêlée au cuivre, fond et donne une belle
couleur à la lame du glaive.
L’opération décrite est bien une cémentation,
mais, dans tout les cas,
l’alliage peut être arsénifère, zincinifère
ou même stannifère (par fusion
réductrice du cuivre et de la cassitérite); mais les deux
derniers procédés ne
concernent pas l’élaboration d’armes blanches.
 C’est la littérature qui donne
les détails sur le procédé. Il ne s’agit plus de
remplacer l’étain, mais de
donner aux armes de bronze une couleur flatteuse. Sous le titre
Blanchiment du cuivre, le
papyrus 10 de Leyde, préconise de fondre le métal, d’y
incorporer 2 drachmes de
réalgar en décomposition (en cours d’oxydation) et 5
drachmes d’alun lamelleux
(alun de fer, Fe2(SO4)3) avec de la
cire (réducteur).
C’est la littérature qui donne
les détails sur le procédé. Il ne s’agit plus de
remplacer l’étain, mais de
donner aux armes de bronze une couleur flatteuse. Sous le titre
Blanchiment du cuivre, le
papyrus 10 de Leyde, préconise de fondre le métal, d’y
incorporer 2 drachmes de
réalgar en décomposition (en cours d’oxydation) et 5
drachmes d’alun lamelleux
(alun de fer, Fe2(SO4)3) avec de la
cire (réducteur).
Dans le même but, quatre
recettes de la Mappae Clavicula décrivent la
cémentation du cuivre en fusion par l’orpiment cru (non
grillé) (arsenicum,
oripigmentum). Ces quatre dernières recettes sont
quantifiées; il y a autant (en masse)
d’orpiment que cuivre. L’orpiment peut donner au cuivre diverses
teintes (noir,
blanc, ou même jaune).
Il faut supposer que le grillage et
la réduction de l’oxyde
s’opéraient en cours de fusion. On obtenait un alliage blanc,
auquel on pouvait
allier de l’argent. De tels alliages sont longtemps restés en
usage sous le nom de
" false silver ".
En fondant, l’arsenic risquait de
s’évaporer, et
l’alliage de perdre sa couleur. C’est pourquoi, les Compositiones de
Lucques
recommandent d’opérer la fusion sous le couvert de poudre de
verre, qui en fondant
forme un couche protectrice.
Aux yeux des premiers alchimistes, la
cémentation du cuivre par
l’arsenic paraissait susceptible de constituer une voie ad album, c’est
à dire
la voie vers l’argent. Ces techniques de blanchiment du cuivre
connaîtront, chez les
alchimistes du moyen âge une immense diffusion.
Mais la documentation nous fait
défaut pour déterminer si la pratique
alchimique a redécouvert le procédé ou si elle
s’enracine dans une pratique
artisanale qui s’est maintenue. En effet, avec l’apparition à
grande échelle
du fer, les armes de cuivre vont petit à petit céder
leurs place aux lames d’aciers
2 la
cémentation du fer par le carbone
 Dès le début de l’âge du
fer, des armes et des outils apparaissent
constitués, au moins superficiellement, de martensite. Ce sont
donc des aciers, produits
par cémentation et trempe. Le fer chauffé dans les
charbons du four au stade
d’austénitisation (890°c), absorbe le carbone contenu dans
le charbon de bois. par
refroidissement rapide (trempe à l’eau), la structure de cet
acier passe
d’austénitique à martensitique, structure contenant des
carbures de fer durs et
cassants.
Dès le début de l’âge du
fer, des armes et des outils apparaissent
constitués, au moins superficiellement, de martensite. Ce sont
donc des aciers, produits
par cémentation et trempe. Le fer chauffé dans les
charbons du four au stade
d’austénitisation (890°c), absorbe le carbone contenu dans
le charbon de bois. par
refroidissement rapide (trempe à l’eau), la structure de cet
acier passe
d’austénitique à martensitique, structure contenant des
carbures de fer durs et
cassants.
Dès l’époque classique
grecque, des lames ont une structure
beaucoup plus complexe et sont partiellement constituées de
ferrite et perlite (aciers
doux) obtenues soit par recuit, soit par refroidissement
différencié. On mentionnera
pour mémoire les fers différenciés des lames
corroyées (damas soudé, pattern-welding)
et du damas oriental auquel nous consacreront un chapitre. Tholander a
trouvé à Chypre
23 couteaux (1050 av. J.C.) dont deux au moins avaient
été non seulement cémentés et
trempés, mais aussi revenus.
Les textes sont, sur ce point, avares
de détails. Ils distinguent
diverses qualités de fer, appropriées à
différents usages, mais il s’agit souvent
de fers naturels ( phosphoreux, magnésifères). La
terminologie est intéressante:
- s t o m a désigne la pointe ou
tranchant (le latin utilise acies).
- s t o m w s i z désigne l’action
de durcir la lame par trempe (le latin utilise aciarium).
- s t o m w a désigne le
résultat, c’est à dire l’acier.
Depuis Homère, ils insistent
sur la trempe, l’aspect le plus
spectaculaire de l’opération. Pline rapporte que certaines eaux
conviennent mieux
que d’autres à la trempe. On ignore s’il s’agit d’un slogan
publicitaire ou de l’observation. Par exemple, l’eau chargée en
sel ne
refroidit pas le métal à la même vitesse qu’une eau
non minéralisée.
Nous savons aujourd’hui que le
coefficient de transfert de chaleur
entre le métal et le liquide varie avec la qualité milieu
de trempe. De même, certaines
lames étaient trempées à l’huile. En effet,
l’huile par sa viscosité, donne
une trempe plus douce, et diminue les contraintes liées à
la formation de la martensite,
qui sont particulièrement sensibles dans des pièces
telles que les lames qui se
briseraient au premier coup porté.
La trempe au sang de bouc (et parfois
humain) doit répondre aux même
exigences. Il faut ajouter une dimension mythique à cette
dernière opération. les
croyances de l’époque voulaient que la force de l’âme de
la victime aille
renforcer l’arme et la rende supérieure à une arme plus
traditionnelle.
A partir de quand le carbone
cessa-t-il d’être apporté par les
charbons du foyer pour venir d’un véritable cément
appliqué sur la lame? On ne
peut le dire. Toutefois, la Collection des alchimistes contient, un
véritable traité de
sidérurgie, en 5 chapitres.
Le premier s’intitule " trempe
de l’acier
indien ". Il prescrit de chauffer le fer doux en petit morceaux
avec de
l’écorce de dattier sur des charbons avec de la magnésie.
Ensuite, sous le titre de
" trempe du fer (p e r i b a j h z s i d h r o
n
) " viennent 4 céments.
Le deuxième comprend corne de
chèvre brûlée et broyée, le double
de sel, (qui accélère la réaction et qui
semble-t-il est encore présent dans nos
céments commerciaux actuels), de l’eau qui rendra la pâte
humide, pour mieux tenir
sur le tranchant. Après martelage au feu, on trempe. Les outils
à tailler la pierre et
ceux qui n’ont pas une pointe aiguë (pièces massives) sont
simplement trempés.
Pour ce qui nous concerne, pour les épées et les
coutelas, le tranchant est recouvert
d’un chiffon ou d’une pelote de laine trempée dans l’eau, ce qui
a pour
but de modifier les échanges de chaleur entre le métal et
l’eau. Il est possible
que cela détruise la gaine de vapeur qui se forme entre le
métal et l’eau et donne
donc une trempe plus rapide sur le tranchant que sur le reste de la
lame.
Le troisième cément
contient de la terre blanche (carbonate de chaux,
qui se décomposera en CO2, lequel avec le carbone
excédentaire donnera du
CO), des oeufs d’oiseaux (carbone organique) ou bien de la cendre
d’oliviers ou
d’autres bois (idem) brûlés avec de l’huile et du sel.
Après martelage, on
trempe les lames dans l’huile ou dans l’eau suivant leur
fragilité.
Le cinquième cément
contient des excréments humains (p e r i t t
w m a t a ), mais le contexte n’est pas suffisamment
précis pour savoir s’ils entrent dans la composition du
cément ou du bain de
trempe. L’urine, eau chargée en sel trempe plus vite.
Selon Théophile on effectuait
des trempe à l’urine de bouc.
Celle-ci n’a pas de propriétés particulières mais
c’est le cas de beaucoup de
produits qui contiennent un peu de " poudre de perlimpinpin "
qui fait
leur réputation commerciale. L’urine contient aussi du NH3
qui se
décompose et pourrait en théorie nitrurer la surface.
Cependant, la nitruration est une
opération très lente. D’autres part, il s’agirait ici,
d’une
carbonitruration, ce qui ne paraît pas compatible avec les
analyses, car les nitrures y
apparaissent dans une structure ferritique. la cause est plus
probablement la réduction
au feu de tourbe séchée comme le propose Jean R.
Maréchal (6) ou l’ingestion de
petits morceaux de fer par des animaux avec récupération
dans les excréments comme le
proposait Salin.
Il est à noter, que les anciens Égyptiens connaissaient
déjà la nitruration. Du temps
des pharaons, le fumier de chameau était un combustible fort
convoité. Si l’on met
une lame de fer dans un feu alimenté par ce combustible, l’azote
pénètre dans la
pièce par diffusion. Quand à savoir si les
égyptiens avaient effectivement découvert
empiriquement l’effet de cette opération ou s’il s’agit du
résultat
actuel d’une démarche de pensée, nous ne saurions nous
prononcer.
Il n’y a pas moyen d’assurer une
cémentation totale de la
lame. Mais, Théophile, lui, prescrit d’enduire les lames de
vieux saindoux,
d’entourer de courroies, de couvrir d’argile puis de chauffer, ce qui
devait
assurer une carburation en plus grande profondeur.
Le procédé de
cémentation est le plus ancien procédé
thermochimique maîtrisé par l’homme. Toutefois, à
l’époque antique, on
pensait que l’effet du maintient prolongé du fer dans le charbon
de bois était plus
de le nettoyer que d’y faire pénétrer un
élément par diffusion. la première
cémentation au sens actuel du terme, réalisée sous
forme de traitement thermochimique a
été décrite par Théophile en 1130
après J.C. Mais ce n’est que 650 ans plus tard
qu’un savant Suédois découvrit que le fer et le carbone
constituent un alliage
(1781).
Références
bibliographique
(1) éditions HALLEUX, 1980:
Alchimistes Grecs. 1. Papyrus de Leyde
(2) éditions Hedfors, 1932:
Compositiones ad tingenda musiva
(3) éditions PHILLIPPS, 1847:
Archaelogia
(4) éditions BERTHELOT,
1888-1889: Collection des anciens alchimistes
grecs
(5) Maréchal J.R., 1958:
" étude sur les propriétés des
cuivres à l’arsenic "
(6) Maréchal J.R., 1963: Revue
de la métallurgie, 60, p 135-142.
B/ Les aciers damassés
Les épées en acier damassé
étaient réputées pour leur acuité et
leur résistance. Cependant, les légendes attachées
à leur traitement thermique ainsi
que les motifs inhabituels sur leurs surfaces, appelés damas,
ont largement contribué à
la célébrité de ces lames.
Les premières épées
damassées furent réalisées en Inde.
L’acier utilisé provenait des mines de Hyderabad et se
caractérisait, sur la
surface du métal poli, par une sorte de moirage ou de veinage
composé de fibres
serpentantes.
Voulant imiter l’aspect de ces lames, des forgerons
arabes
créèrent un damas et ce sont ces peuples qui ont
apporté cette connaissance en occident
où elle a connu un grand essor durant le moyen âge. Le
principe de fabrication
consistait à forger les lames à partir d’une pièce
unique, composée d’un
acier naturel provenant des mines de Damas.
Cependant, cet acier contenait environ 2% de
carbone, niveau trop
élevé pour obtenir les caractéristiques
mécaniques optimales. Il fallait donc le
marteler à une température proche de 1000°C
(correspondant à un métal orange vif)
tout en réalisant des pliages multiples. En effet, ces
opérations permettaient de faire
baisser la teneur en carbone de la surface fraîchement
exposée à l’air, le carbone
de l’acier se combinant avec l’oxygène pour former du monoxyde
de carbone.  L’interdiffusion du carbone
passant des surfaces à haut carbone vers les surfaces à
bas carbone permettait
d’avoir une homogénéisation du carbone dans l’acier.
L’interdiffusion du carbone
passant des surfaces à haut carbone vers les surfaces à
bas carbone permettait
d’avoir une homogénéisation du carbone dans l’acier.
Le produit final est un acier damassé ayant
d’excellentes
caractéristiques mécaniques parce que sa teneur en
carbone est à la fois relativement
basse (environ 1,3 %) et uniformément répartie dans une
matrice à grain fin. On
n’obtient pas de structure soudée donnant des motifs visibles,
non seulement parce
que les couches individuelles de 2 mm d’épaisseur ne sont pas
résolubles à
l’oeil nu, mais aussi parce que toutes les couches ont la même
teneur en carbone
(les atomes de carbone traversent une distance de 1,4 mm en 30s
à 1000°C).
Contrairement à ce que beaucoup pensent,
cette procédure de pliages
multiples n’était donc pas effectuée dans le but de
produire des milliers de
couches distinctes et alternées à bas et haut carbone
afin d’augmenter les
caractéristiques mécaniques de l’acier.
La fabrication d’une lame en acier de Damas ne
s’arrête pas
là et il reste encore à réaliser les motifs en
surface qui faisaient sa particularité.
Cette opération, appelée damasquinage, était en
fait assez simple. Les forgerons
attaquaient le métal poli avec de l’acide et des dessins
similaires à ceux du
" damas naturel " apparaissaient sur la lame.
Comme exemple de lames damassées, nous
pouvons citer Durandal,
l’épée de Roland qu’il aurait conquise sur un roi Arabe
d’Espagne alors
qu’il était encore adolescent. De nombreuses fois, cette
épée est citée au cours
du poème épique retraçant le combat du preux
à Ronceveaux, lequel finit le combat en
voulant casser son épée, pour ne pas la perdre, sur un
rocher et y aurait pratiqué la
célèbre brèche de Roland.
Beaucoup de lames de chevaliers
célèbres seraient d’origine
sarrasine. Nous pouvons citer comme exemple, en plus de Durandal,
Joyeuse, l’épée
de CHARLEMAGNE.
C/ Les aciers damassés
soudés
Les premières
épées de fer étaient trop ductiles (il arrivait
que lors de combats, les Gaulois les redressaient au pied). En voulant
les durcir, les
premiers forgerons les ont cémenté et trempé,
obtenant ainsi un acier d’une grande
dureté mais trop cassant. En unissant un jour deux métaux
dans le corps d’une même
lame, on comprit enfin qu’on pouvait réaliser des lames
d’épée possédant
d’une part la flexibilité du fer et d’autre part la
dureté de l’acier.
De plus, ce matériau a
l’avantage d’être superplastique à
des températures intermédiaires et résistant et
ductile à température ambiante. Ce
sont ces propriétés qui, à n’en pas douter, sont
la cause d’un tel engouement
tant au niveau métallurgique que commercial.
Dans certains cas, des tentatives ont
été réalisées pour reproduire
les motifs caractéristiques des aciers damassés et c’est
aux alentours de 1860 que
le métallurgiste russe Chernov inventa le label
" damassé soudé "
pour ces produits en acier.
Ces produits soudés à
l’état solide ne doivent surtout pas
être confondus avec les vrais aciers de Damas qui, rappelons le,
étaient forgées à
partir d’une pièce unique.
Dans cette partie, nous allons passer
en revue certains de ces
composites ferreux soudés à l’état solide et en
particulier ceux qui ont un
intérêt historique.
1 Exemples anciens
Les découvertes de lames
anciennes ont permis aux métallurgistes
d’affirmer que l’assemblage à l’état solide de deux
matériaux ferreux
différents était pratiqué à une
époque aussi ancienne que le premier millénaire
avant J.C.. Dans la majorité des cas, le produit soudé
consistait en un mélange
d’un acier avec un fer.
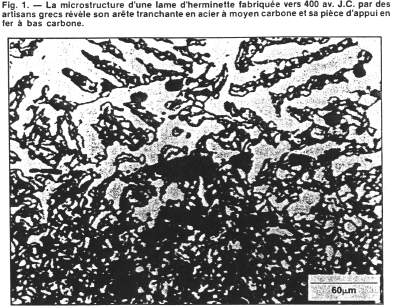
Comme exemple d’acier à moyen
carbone soudé à un fer, nous
pouvons citer une lame d’herminette fabriquée par des artisans
Grecs aux environs de
400 av J.C.. Elle comporte une arête tranchante en acier à
moyen carbone soutenu par un
fer forgé.
La teneur en carbone des aciers
utilisés pour réaliser de telles
lames n’avait pas une importance primordiale. Elle pouvait varier de
bas à haut et
même très haut carbone.
Les produits composites
fabriqués par soudage à l’état solide
découverts sont nombreux et comportent un grand
intérêt historique. Cependant, il est
impossible de les aborder tous et nous nous contenterons d’en
étudier deux
d’entre eux qui nous paraissent plus intéressants: une lame
mérovingienne (Europe
ancienne) et un kriss (Indonésie).
Nous pouvons également citer
l’épée Japonaise mais une partie
lui est réservée plus loin car elle revêt un
intérêt particulier du fait de la
complexité de son élaboration et de sa qualité.
 a) Lame
mérovingienne
a) Lame
mérovingienne
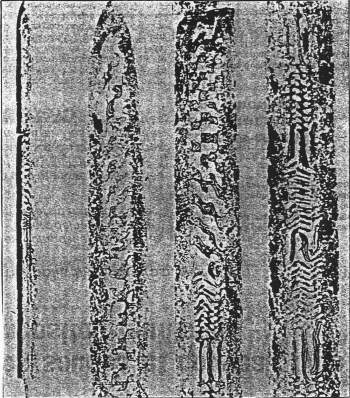
Le principe de fabrication de ces
lames consistait à empiler des
bandes alternées de fer pur et de fer cémenté,
puis à les marteler ou les forger
ensemble selon une technique comportant des pliages et des torsions.
L’arête
tranchante était en acier à haut carbone. Les motifs
dûs aux couches différentes
étaient rendus visibles par un meulage et une attaque chimique
de la surface.
Bien qu’une lame portant le nom de la
première dynastie franque
(500-751 ap J.C.) ait été retrouvée (fig. 1),
cette technique de fabrication a été
estimée comme datant approximativement de la fin du
deuxième siècle. En effet, les
objets en fer fabriqués avant cette date sont souvent trop
fortement corrodés pour
qu’on puisse effectuer un examen métallurgique de leurs surfaces.
D’après Cyril Stanley Smith,
les lames mérovingiennes étaient
fabriquées principalement près du Rhin mais les guerres
et le commerce ont contribué à
l’expansion de cette technique.
b) Kriss
Le kriss est un type de couteau
fabriqué par les indonésiens depuis,
d’après Cyril Stanley Smith, la fin du 14ème
siècle.
L’ancien métallurgiste Walter
Rosenhain, pour sa part, décrit la
fabrication d’un kriss relativement moderne. Il est
réalisé par soudage à
l’état solide d’un acier à outil (un acier à haut
carbone tel qu’on en
emploie couramment pour les outils et en coutellerie) à des
couches soudées de fer
forgé. En outre, il explique que " l’imperfection
des
soudures (à l’état solide) entre les couches de fer
forgé joue aussi un rôle
important dans la formation du motif damassé ".
Actuellement, le kriss est surtout
utilisé comme arme de décoration
mais il est encore utilisé lors de danses semi-religieuses
à Bali et dans d’autres
îles de l’Indonésie. Les danseurs finissent par se mettre
en transe et arrivent
même à se blesser assez grièvement.
2 L’épée japonaise
Le produit soudé à
l’état solide le plus fameux est
probablement l’épée japonaise. Elle est
réalisée à partir d’une lame en
acier à très haut carbone (appelé uagane) qui
était " enroulée "
et soudée par forgeage à un acier à bas carbone
doux. La température spécifique de
forgeage était, d’après les métallurgistes,
d'environ 1000-1100 °C. A ces
températures, une liaison s’établit facilement du fait de
la diffusion rapide du
fer et de l’interdiffusion du carbone passant de l’acier à haut
carbone à
l’acier à bas carbone. De plus, à ces températures
les métaux sont très doux et
ductiles et leurs pellicules d’oxydes se brisent facilement.
L'uagane de l’épée
japonaise est un acier à très haut carbone
(environ 1,3 % C) obtenu à partir d’un tama-hagane, produit de
réduction fabriqué
à partir de minerai de fer, de sable et de charbon de bois. Le
tama-hagane contenait
environ 1,9 % C, niveau trop élevé pour les
caractéristiques mécaniques optimales. Il
était donc forgé, replié sur lui-même et
soudé à l’état solide par un nouveau
forgeage. Ce procédé était
répété plus de 15 fois jusqu’à obtenir la
forme
voulue et un taux de carbone plus faible. Le principe d’obtention d’un
tel acier
est le même que celui des aciers damassés, que nous avons
décrit précédemment.
Après la liaison des deux
aciers, nous avions donc une lame comprenant
une couche d’acier uagane sur toute sa surface, enveloppant
complètement le coeur en
acier à bas carbone. La lame subissait ensuite un traitement
thermique pour augmenter sa
dureté, le centre devant garder une dureté plus faible
(et donc une meilleure
résilience). Elle était enchâssée dans de
l’argile, celle-ci ayant seulement une
faible épaisseur sur l’arête de la lame où l’on
désirait avoir la dureté
maximale. Le traitement thermique a été effectué
probablement à environ 50°C
au-dessus de Ac1, température de l’eutectique du
diagramme Fer-Carbone
(727°C). Cette température relativement basse réduit
l’interdiffusion du carbone
dans le coeur en fer doux et donne aussi la dureté maximale
possible de l’arête à
haut carbone de la lame après la trempe.
Le motif visible sur la surface de
l’épée japonaise provient des
différentes réponses de l’acier à haut carbone
à l’attaque des produits de
transformation obtenus par la trempe depuis une température
supérieure à Ac1
de la martensite-bainite sur l’arête de la lame et une structure
perlitique ensuite.
Le coeur en fer forgé de l’épée n’est
naturellement pas affecté par ce
traitement thermique. (Disons toutefois qu’il est parfois possible
d’observer de
véritables motifs d’acier de Damas sur une lame
d’épée japonaise, comme
résultat de sa haute teneur en carbone et de l’histoire de son
traitement).
3 19ème Siècle:
Naissance de
l’acier damassé soudé
La
technique de
production de l’acier de Damas soudé est très
récente. Elle comporte
essentiellement le soudage d’un acier à un fer en bandes en vue
de procurer la
résistance et la structure adéquates à des canons
de fusil et à des lames
d’épée. Cyril Smith place son origine en
Extrême-Orient au 16e siècle.
Au 18e siècle, elle était pratiquée en
Europe.
Il faut noter que certaines
épées faites de cette manière
représentaient de véritables aciers de Damas.
Dans le district russe de l’Oural,
aux 16e et 17e
siècles, les lames damassées soudées
étaient élaborées en joignant ensemble des
bandes de fer cémentées puis en les pliant et en les
ressoudant. Les bandes en fer
cémenté à très haut carbone étaient
appelées " acier bulat ". Le
produit soudé à l’état solide était le
" bulat soudé ".
Dans certains cas, plusieurs bandes
soudées étaient tordues puis
ressoudées et enfin reforgées afin d’obtenir des motifs
d’une plus grande
complexité.
L’intérêt pour l’acier
damassé soudé a atteint son
maximum en France au début du 19e siècle. La
technique était alors si
développée que, par exemple, une inscription
" écrite " sur un
acier pouvait être incorporée à une lame
d’épée.
Quelle que soit la technique
spécifique utilisée, tous les composites
feuilletés soudés à l’état solide
étaient soudés puis forgés à une
température suffisamment basse pour éviter une diffusion
excessive. Les deux matériaux
différents constituant le composite étaient en
général un acier à bas carbone ou un
fer forgé et un acier à très haut carbone.
L’épée japonaise en est un bon
exemple. Mais des aciers damassés soudés étaient
aussi constitués d’un acier à
bas carbone et d’un acier à haut carbone. Dans certains cas les
soudures à
l’état solide étaient exécutées entre un
fer forgé et un acier à bas ou moyen
carbone. La lame mérovingienne en est un bon exemple.
D/ Nouveaux composites feuilletés
1 Version moderne de
l’épée japonaise
Les simulations ont été
effectuées sur le procédé des pliages
multiples servant à la fabrication de l’acier uagane, en
employant une méthode qui
optimise le maintien d’une microstructure feuilletée. Cette
technique rigoureuse
consiste à lier entre elles par laminage des couches
alternées d’un acier à très
haut carbone et d’un alliage Fe-3%Si à la température
relativement basse de 700°C.
Le composite feuilleté ainsi obtenu est découpé en
plusieurs sections, ces sections
sont empilées, puis l’empilage est laminé. Cette
procédure est répétée
jusqu’à ce qu’on obtienne l’épaisseur voulue du composite
feuilleté.
Les micrographies optiques
(grossissement 100) montrent le composite
feuilleté après trois étapes de sa fabrication:
25, 250 et 2500 couches.

Etudions maintenant les
photomicrographies au microscope électronique
à balayage.
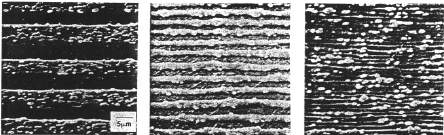
Celle de gauche est celle du
composite feuilleté à 2500 couches et
révèle une épaisseur individuelle de couche de 5
mm. La séparation des deux
constituants est très nette malgré la forte
déformation thermomécanique. Ceci n’a
été possible qu’en raison des conditions spéciales
de la fabrication et des
composites de couches choisies. D’abord, le choix d’une
température de travail
inférieure au point Ac1 de l’acier à
très haut carbone (727°C)
n’occasionne aucune dissolution des carbures. Ensuite, le silicium de
l’alliage
Fe-3%Si empêche la diffusion du carbone dans celui-ci en
provenance de l’acier à
très haut carbone.
Les deux autres micrographies
montrent ce qu’il arrive lorsque ce
composite feuilleté à 2500 couches est ensuite
laminé à 700°C. Quand une épaisseur
de couche de moins de 1 mm est obtenue (à droite), le composite
révèle une répartition
homogène des carbures avec une grosseur de grain égale
à plusieurs fois
l’épaisseur des feuillets. Ce résultat vient appuyer la
théorie selon laquelle un
pliage multiple du genre de celui utilisé pour fabriquer l’acier
uagane des épées
japonaises donne une microstructure homogène. Il faut
également ajouter que la haute
température lors du pliage (1000°C) et l’absence
d’inhibiteur de diffusion (de
silicium par exemple) ajouté durant la fabrication produisent
des structures homogènes
beaucoup plus aisément que dans cet exemple moderne.
2 Propriétés
particulières de ces nouveaux
composites
Une étude effectuée
à Stanford a révélé que les aciers à
grain
fin à très haut carbone peuvent être facilement
soudés à l’état solide soit
entre eux, soit à d’autres métaux ferreux. En fait, les
structures ultra fines
permettent la liaison à des températures
inférieures à Ac1, ceci étant
rendu possible par le grand nombre de joints de grains qui favorisent
la liaison aux
interfaces en accélérant la diffusion.
L’aptitude à lier ces aciers
à eux-mêmes ou à d’autres
métaux ferreux à une température inférieure
à Ac1 est une propriété clé
des aciers à très haut carbone pour plusieurs raisons:
1-Une basse température de liaison
signifie que les composites ferreux feuilletés peuvent
être fabriqués sans détruire la structure
ultra-fine des aciers à très haut carbone.
2-Dans l’élaboration des aciers à
très haut carbone par la métallurgie des poudres, des
poudres solidifiées rapidement et ayant des structures fines
peuvent être compactées à des températures
intermédiaires, conservant ainsi cette structure fine dans la
pièce frittée.
3-Les composites feuilletés en acier
à très haut carbone peuvent être traités
thermiquement sélectivement: une trempe depuis une
température juste supérieure à A1
crée un composite comprenant des couches alternées de
martensite ultra dure et de fer doux.
4-Les composites feuilletés peuvent
posséder des propriétés superplastiques.
L’étude citée
précédemment sur des composites ferreux
feuilletés a donné les résultats suivants à
propos des propriétés telles que la
ténacité et la plasticité.
a) Ténacité
Un domaine d’intérêt
actuel est celui des propriétés de
résilience de ces matériaux. On notera que les composites
feuilletés en aciers à très
haut carbone sont assez semblables aux objets anciens soudés
à l’état solide. Ces
matériaux modernes sont constitués de couches
alternées d’acier à très haut
carbone (1,0 % C) et d’acier AlSi 1020, liées ensemble à
l’état solide à une
basse température de 650°C par laminage. Des composites
formés de douze couches (six
couches de chaque acier) ont été fabriqués.
Les composites ont été
testés à l’état brut de laminage (sans
traitement thermique). L’orientation favorable à l’arrêt
de la propagation des
fissures a été le principal sujet étudié.
Des liaisons excellentes ont été obtenues
du point de vue microstructure et les résultats d’essais de
flexion simple prouvent
une très bonne intégrité des liaisons. La liaison
n’est pourtant pas parfaite, ce
qui est avantageux pour certaines propriétés de
résilience.
Des énergies de rupture
élevées lors d’essais de résilience
ont été obtenues avec ces composites feuilletés,
plus élevées que celles de leurs
constituants.
La résilience
élevée est due aux liaisons bonnes (mais non
parfaites) entre les feuillets. Une augmentation de la
résistance de la liaison au moyen
d’un traitement thermique, par exemple, entraîne une diminution
de l’énergie
de rupture de résilience.
Des études similaires sont en
cours avec pour objectif d’élever
la résistance à la fatigue de l’acier à
très haut carbone par un feuilletage.
L’objectif est ici d’émousser la pointe des fissures de fatigue
à l’aide
d’une délamination des interfaces, ce qui allonge la
durée de vie en fatigue.
Ces observations peuvent aider
à expliquer le comportement au choc des
pièces damassées soudées. Les soudures à
l’état solide dans de ces matériaux
n’étaient, elles aussi, pas parfaites. En effet, beaucoup
d’entre elles
contenaient des particules d’oxydes et de laitier. Si de tels plans
affaiblis se
trouvaient dans l’orientation favorable à l’arrêt des
fissures, il pouvait en
résulter des propriétés de résilience
améliorées.
b) Superplasticité
L’étude effectuée sur des composites
feuilletés modernes à
acier à très haut carbone ont révélé
qu’un composite comportant des constituants
superplastiques ajouté à des composants non
superplastiques présentait quant à lui un
comportement superplastique. Un acier à bas carbone ou un acier
inoxydable, ni l’un
ni l’autre superplastiques, peuvent donc, une fois feuilletés
avec un acier à très
haut carbone, présenter des allongements à la rupture de
plus de 800 %.
3 Etudes actuelles
Malgré toutes les
études effectuées au sujet de l’art ancien de
la fabrication des composites ferreux feuilletés, certains
paramètres tels que les
températures de liaison, les techniques de préparation
des surfaces ou bien les
procédures de traitement thermique restent encore inconnus. En
outre, les étapes
réellement suivies dans la fabrication des métaux
constituant un composite feuilleté
n’ont jamais été décrites avec précision
par les anciens forgerons.
L’importance possible de
l’épaisseur des couches
intermédiaires et la documentation les concernant
n’étaient apparemment pas un
objet d’intérêt. L’épaisseur était
dictée par l’esthétique des motifs
obtenus à la surface des pièces ou par l’optimisation des
caractéristiques
mécaniques.
De plus, aucun document n’a
été découvert pour prouver
qu’une liaison à l’état solide n’a jamais
été réalisée à des
températures inférieures à Ac1.
Cependant, il est fortement probable que la
liaison était faite à des températures
relativement basses (inférieures à 1000°C)
où la diffusion du carbone dans l’austénite est ralentie.
D’autres facteurs importants tels que
la température et le milieu
de trempe jouent des rôles clés dans l’élaboration
de la lame et restent à ce
jours relativement inconnus. Le temps de maintien à
température est aussi critique car
il dicte la quantité d’interdiffusion et par conséquent
le type et la qualité des
produits de transformation.
De telles considérations
forment la base des futures recherches sur
les composites feuilletés ferreux. L’objectif essentiel sera
d’obtenir des
caractéristiques mécaniques spécifiques pour ces
matériaux.
E/ LES ARMES BLANCHES MODERNES
Dans ce chapitre, nous traiterons essentiellement
des armes telles que
couteaux, baïonnettes et poignards; le chapitre suivant
étant exclusivement consacré
aux armes d’escrime.
Les procédés de fabrication des couteaux et autres
poignards n’a que peu évolué
par rapport aux précisions données dans
" l’encyclopédie " de
DIDEROT et D’ALEMBERT au 18ème siècle.
Nous traiterons dans un premier temps les armes de
guerre, puis nous
nous intéresserons aux armes blanches présentes dans le
commerce.
1 les armes de guerre
L’apparition des armes à feu marque le
déclin de
l’utilisation des armes blanches lors des conflits; seuls ont
subsisté les poignards
et les baïonnettes. Au 19ème siècle, ces
deux armes fusionnent pour donner
la baïonnette telle que nous la connaissons actuellement.
Les qualités recherchées pour ce type d’arme sont
essentiellement la dureté et la
résilience. La flexibilité, pour des raisons
évidentes, n’est pas souhaitée.
Ces exigences conduisent à la solution adoptée par
l’entreprise BALP, qui fournit
l’armée française:
L’acier utilisé est soit du XC38, soit du
XC42 (C40).
Il est trempé, puis revenu deux fois afin d’en améliorer
la résilience.
On lui fait ensuite subir un grenaillage, pour améliorer sa
dureté superficielle.
D’autres nuances sont utilisées, pour des
utilisations plus
spécifiques. Par exemple, les poignards de la marine nationale
doivent pouvoir
neutraliser les mines magnétiques sous-marines. A cet effet, ils
sont composés d’un
alliage spécial à faible teneur en carbone,
élaboré à cette occasion.
2 Les armes blanches
présentes dans le commerce
Les couteaux occupent la majeure
partie de cette catégorie. Leur
fabrication ne s’est différenciée de celle des poignards
qu’avec
l’apparition des aciers inoxydables. En effet, leur usage domestique
demande plus
d’hygiène et moins d’entretien. Cette caractéristique
mise à part, les
couteaux requièrent les mêmes exigences que les armes de
guerre, à savoir, une dureté
élevée et une bonne résilience.
Les matériaux utilisés
répondent en général à ces trois
propriétés, mais obéissent à un autre
facteur: le coût. C’est pourquoi on
rencontre diverse qualité de matériau:
-l’acier Z100CD17 (ou le 440C norme
US) pour le haut de gamme
(couteau de chasse).
-l’acier Z70CD15 (ou le 440A norme US) pour le couteau haut de gamme,
à cran
d’arrêt avec un resort en Z20C13.
-l’acier Z30C13 pour le bas de gamme (couteau de table classique).
Les procédés de
traitement thermique restent classiques car la taille
des lames est faible. Cependant, l’austénitisation s’effectue
à la
température élevée de 1000°C pour ces deux
qualités extrêmes. Ces aciers sont
trempés à l’huile, pour limiter les contraintes
résiduelles dans la structure
martensitique.
Le Z30C13 est revenu à une température comprise entre
625°C et 675°C, tandis que le
Z100CD17 est revenu entre 180°C et 210°C.
La dureté obtenue est de 59HRC pour le 440C, de 56HRC pour le
440A et de 51HRC pour le
Z30C13.
La résilience de ces aciers est de l’ordre de 2.5KCU.
Selon la législation en
vigueur, tout objet perçant peut être
considéré comme une arme blanche. C’est pourquoi nous
limitons cette partie aux
couteaux.
F/ LES ARMES D’ESCRIME MODERNE
L’escrime moderne,
dérivée des duels de la renaissance, est
aujourd’hui un sport à part entière.
Comme dans la plupart des autres sports au cours du dernier
siècle, l’apport de la
technologie a permis d’améliorer considérablement les
performances des athlètes et
leur sécurité.
Les trois armes actuellement
utilisées en compétition sont:
le fleuret: lame de 90cm de
longueur, poids maximal 500g.
l’épée: lame de 90cm de longueur, poids maximal 750g
le sabre: lame de 90cm de longueur, poids maximal 500g
La sécurité des
escrimeurs est directement liée aux propriétés
mécaniques des armes utilisées (une lame qui se brise
entraîne souvent des blessures
graves, voire mortelles).
C’est pourquoi la métallurgie des armes s’est attachée
à développer de
nouveaux matériaux, possédant les
propriétés mécaniques souhaitées.
1
Propriétés requises par les armes
d’escrime
L’arme, lorsqu’elle atteint sa cible,
doit fléchir. Les
coups portés sont parfois très appuyés, la lame
doit donc posséder une grande
flexibilité.
La limite élastique de la lame doit donc être
très élevée, pour qu’elle
retrouve sa forme initiale après la flexion.
Il est primordial, pour la sécurité des tireurs,
d’éviter la rupture de la lame,
même lorsque la limite d’élasticité a
été dépassée. La dureté de
la
lame doit donc être importante.
Toujours pour éviter la
rupture de la lame, la mise en oeuvre doit
être très soigneuse afin d’éliminer les
défauts (criques...).
Les contacts entre les lames peuvent
être violents, il ne faut donc
pas négliger la résistance aux chocs d’une
épée. La résilience doit être
suffisante.
La durée de vie d’une
épée est assez grande pour que les
problèmes de corrosion soient pris en compte dans le choix et la
mise en oeuvre d’un
matériau.
Tout le travail des
métallurgistes est donc de concilier ces
différents facteurs, avec le meilleur compromis. Depuis 1960,
les aciers maraging sont
utilisés dans l’industrie et ont connu un développement
très rapide. Leurs
propriétés remarquables ont séduit les fabricants
d’armes d’escrime, ainsi
que la Fédération Française d’Escrime.
2 Une solution récente:
les aciers maraging
Les aciers maraging sont des aciers de composition
très complexe,
riches en nickel, cobalt et molybdène; d’autres
éléments d’alliage comme le
titane et l’aluminium entrent aussi dans leur composition.
Le terme maraging est une contraction de
" martensitic
aging ", qui caractérise le mode de traitement thermique.
a) Composition chimique des aciers
maraging
b) Propriétés
mécaniques des nuances courantes
Ces résultats sont obtenus
après une trempe d’1 heure et un
vieillissement de 3 heures à 480°C, les refroidissements
étant effectués à
l’air.
Limite élastique: E0.2 (Mpa)
1300 à 2100
Résistance à la rupture(MPa) 1400 à 2100
Allongement(A%) 6 à 12
Striction(Z%) 35 à 65
Résilience(KCU) 2.5 à 6
c) Les traitements thermiques des
aciers maraging
Les aciers maraging sont
principalement composés d’un alliage
Fer-Nickel. L’étude des diagrammes Fer-Nickel ci-dessous donne
As, Af et Ms, Mf pour
un alliage à 18% de Nickel.
A l’aide d’un diagramme TRC, on
obtient le résultat suivant:
pour toute vitesse de refroidissement comprise entre 2°C/min. et
150°C/min., la
transformation est martensitique et il n’existe pas d’austénite
résiduelle
(car Mf=215°C).
Ce résultat montre qu’une
trempe à l’air est suffisante. De
plus, comme Af et Ms sont éloignées, il est possible de
pratiquer une opération de
recuit à température élevée sans formation
d’austénite.
Ce vieillissement en phase martensitique permet la précipitation
d’éléments
d’addition, qui donnent à l’acier maraging ses
propriétés exceptionnelles.
Ces propriétés rendent le traitement thermique
très simple puisque seuls une trempe et
un revenu sont nécessaires.
La trempe
La mise en solution s’effectue entre 800 et 850°C, et un
refroidissement à
l’air transforme l’austénite en martensite " douce "
(Lath
Martensite). Sa structure cristallographique est cubique
centrée, et sa structure
métallographique est une juxtaposition de plaquettes
allongées.
Les propriétés
mécaniques de l’acier dans cet état sont:
R environ 1000 Mpa
E0.2 environ 800 Mpa
A% environ 15
Il faut éviter la pollution
par le carbone ou le soufre lors de la
mise en solution; il n’est pas nécessaire de prendre de
précautions
supplémentaires.
Le revenu ou vieillissement
La dureté des aciers maraging est augmentée par la
précipitation de composés
intermétalliques; ces précipités se forment
pendant l’opération de revenu.
La grande densité de
dislocations de la martensite
" douce " favorise la répartition uniforme des
précipités tels que
Ni3Mo ou Ni3Ti, qui améliorent
considérablement les propriétés
mécaniques du matériau.
Les courbes suivantes justifient les
paramètres de revenu
généralement employés dans l’industrie: 3 heures
à 480°C.
Les recherches actuelles sur les
aciers maraging ne s’orientent
pas vers la réalisation de nouveaux traitements thermiques,
puisque ceux-ci sont
parfaitement adéquats, mais plutôt vers une modification
des proportions des éléments
d’addition. En effet, on modifie les propriétés
mécaniques des aciers maraging en
modifiant leur composition chimique et non leur traitement thermique.
3 Etude des données
constructeur
L’entreprise BLAISE FRERES, qui
fabrique des lames d’escrime
distribuées dans le monde entier, nous a communiqué
quelques informations sur la
composition et l’élaboration de son acier maraging.
La mise en solution s’effectue à 820°C pendant 1 heure.
Le revenu s’effectue à 480°C pendant 3 à 5 heures.
Composition chimique:
C 0.03%
Si 0.05%
P 0.002%
Mn 0.01%
Ni 18.66%
S 0.001%
Mo 5.08%
Cr 0.06%
Co 8.84%
Ti 0.75%
Al 0.13%
Nous allons maintenant
étudier, pour comprendre ce choix,
l’influence des différents éléments
d’addition.
Le cobalt et le molybdène
augmentent la résistance à la
traction et à la corrosion sous contrainte des aciers maraging.
Pour illustrer cette
propriété, deux éprouvettes d’acier maraging avec
et sans addition de molybdène
et de cobalt ont été placées dans de l’eau de mer,
soumises à une contrainte
voisine de la contrainte élastique. Les premières se sont
rompues au bout de 240 jours,
tandis que les secondes n’ont tenu que 3 jours.
Le titane améliore
aussi la résistance à la traction
d'environ 70 Mpa pour 0.1% de titane en plus. Par contre, il abaisse le
point de
température Ms d’environ 27°C par % de titane ajouté,
et a tendance à la
ségrégation. Pour ces raisons son addition
n’excédera jamais 0.7%.
Les teneurs en silicium et
manganèse influent sur la
résilience. Elles devront toujours être inférieures
à 0.12%, leur somme
n’excédant jamais 0.2%.
L’aluminium est un
désoxydant et améliore la résistance.
Cependant sa teneur restera comprise entre 0.1% et 0.2% pour que
l’alliage garde une
résilience suffisante.
Des traces de bore (0.003%)
et de zirconium (0.02%)
rendent l’alliage plus résilient et plus résistant
à la corrosion sous contrainte.
Dans l’élaboration des aciers
maraging, nous avons vu qu’il
faut éviter la pollution par le carbone lors du traitement
thermique (teneur maximale en carbone
0.03%). En effet, le carbone réagit
avec le titane et le
molybdène pour former des carbures. Ce phénomène
diminue considérablement les
propriétés mécaniques de l’acier.
De même, l’azote
(formant des précipités) et le soufre
devront être éliminés au maximum. Du calcium
sera ajouté pour atténuer
l’effet du soufre.
Micrographie d’une surface de rupture
due à la formation de
précipités de TiC,TiN,Ti2S.
Le phosphore en faible
quantité ne semble pas fragiliser
l’acier maraging (<0.015%), le chrome reste sans effet sur
les propriétés
mécaniques, du moins pour une teneur inférieure à
0.5%.
Le choix des éléments
d’addition pour le matériau étudié
répond bien aux propriétés mécaniques
requises pour la réalisation de lames
d’escrime.
BIBLIOGRAPHIE
Editions HALLEUX, 1980: Alchimistes
Grecs. 1. Papyrus de Leyde.
Editions Hedfors, 1932: Compositiones
ad tingenda musiva.
Editions PHILLIPPS, 1847: Archaelogia.
Editions BERTHELOT, 1888-1889:
Collection des anciens alchimistes
grecs.
Maréchal J.R., 1958:
" étude sur les propriétés des
cuivres à l’arsenic ".
Maréchal J.R., 1963: Revue de
la métallurgie, 60, p 135-142.
Les armes blanches modernes - 1971 - Christian-Henry
TAVARD - Editions
Balland.
L’encyclopédie - Diderot et D’Alembert -
Fabrique des armes
- Editions Inter-livres.
Encyclopédie médiévale
d’après Viollet Le Duc - Editions
Inter-livres.
Sciences et profession - L’acier maraging: - par G.
Maeder et par
R. Ravez et G. Billon.
Science et profession - 1986 - Aciers
damassés soudés et nouveau type
de composites feuilletés - par J. WADSWORTH, DONG WHA KUM et O.
D. SHERBY.
Les origines de la civilisation technique - tome 1.
Encyclopédie internationale des sciences et
des techniques.
Nous remercions:
Blaise Frères.
BALP St Etienne.
France lames.
Les établissements LAGUIOLE.
Joël St Mézard, maître d’armes.
pour les renseignements qu’ils nous ont
apportés.